

 Globally, feed manufacturers are facing challenges in managing feeds’ nutritional value, moisture profile, quality, shelf life and marketplace economics. Managing water content in feeds keeping in mind the climatic challenges, variability in raw material quality and technical constraints also remains a big concern. Approximately 0.5% – 0.6% accounts to process loss itself in cost estimations.
Globally, feed manufacturers are facing challenges in managing feeds’ nutritional value, moisture profile, quality, shelf life and marketplace economics. Managing water content in feeds keeping in mind the climatic challenges, variability in raw material quality and technical constraints also remains a big concern. Approximately 0.5% – 0.6% accounts to process loss itself in cost estimations.
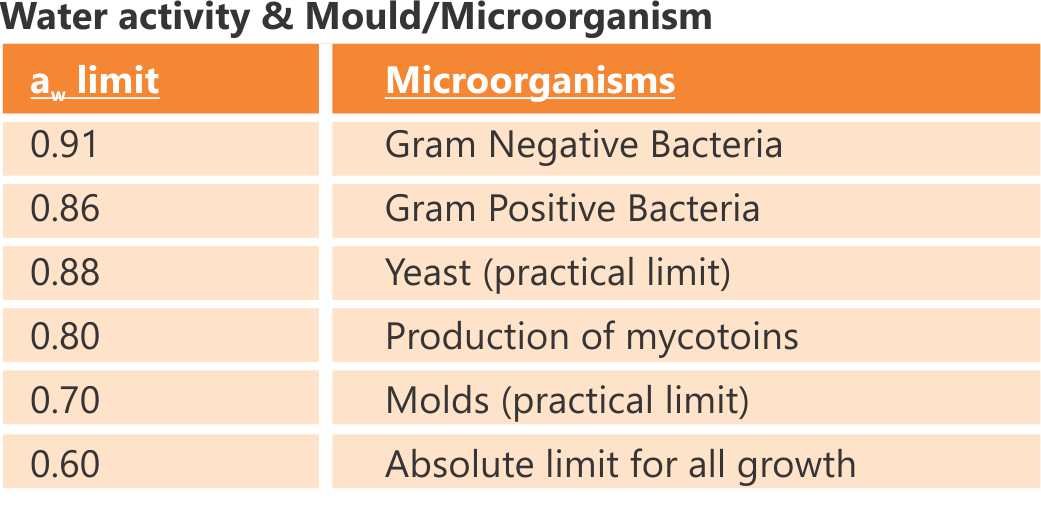
The first parameter is the moisture content which measures the total amount of water contained in a substance, usually expressed as a percentage of the total weight (%). Feed manufacturers track the moisture contents of raw materials, mash feed, and pellets during all processing stages to optimize quality, yield, and profitability. For curbing mould growth, another indicator is even more critical: water activity (aw) which is defined as the ratio of the partial vapour pressure of water in a substance to the partial vapour pressure of pure water under the same temperature and pressure conditions. Basically, it is the energy state of water in a substance, i.e., its potential for (bio)chemical activity, including the growth of bacteria, yeasts, and moulds. Lesser the water activity (aW), better the feed quality and lesser the chances of microbial growth.
 Conditioning plays a crucial role in pellet /feed quality. Moisture management and mould control programs can be implemented in this phase to effectively maintain feed quality.
Conditioning plays a crucial role in pellet /feed quality. Moisture management and mould control programs can be implemented in this phase to effectively maintain feed quality.
Feed moisture management
A common solution to compensate for moisture loss is adding water in the form of steam during conditioning. The addition of steam aids gelatinization, which plays an important role in throughput at the pelletizer press. However, the increased levels of moisture also pose a risk for mould growth. When not implemented correctly, moisture management can even negatively impact feed quality as it can result in reduced starch and protein content, while microbial growth and mycotoxins can be a threat to animal health and performance.
 Additionally, it can lead to process losses, such as decreased pellet durability and reduced throughput. Moreover, process moisture loss also known as ‘shrinkage’ may lead to additional financial strain for the commercial feed millers. Feed moisture can be profitably managed using a synergistic blend of organic acids and surfactants.
Additionally, it can lead to process losses, such as decreased pellet durability and reduced throughput. Moreover, process moisture loss also known as ‘shrinkage’ may lead to additional financial strain for the commercial feed millers. Feed moisture can be profitably managed using a synergistic blend of organic acids and surfactants.
This can significantly reduce press resistance and energy consumption, decreasing the risk of feed blockages at the pelletizer without increasing the risk of microbial growth during feed storage. A blend of buffered and non-buffered organic acids combined with surfactants and emulsifiers can be used to guarantee reduction, increase in milling efficiency, nutrient value preservation, and feed shelf-life prolongation. This solution has been proven successful in multiple commercial situations. Also, it ensures optimum water activity (Aw) in finished feeds.
Microbial growth is determined by water activity.
Surface tension reduction
Adding solely water to the feed mash into the conditioner of a pelleting line may cause an unequal feed mix which leads to imbalanced moisture distribution, lump formations or clogging, ultimately affecting feed quality in terms of balanced nutrient bioavailability, texture, palatability, and shelf life. Moisture distribution balancing in feed mash can be supported by increasing the droplets’ surface area by reducing its cohesive forces and surface tension, thereby increasing its absorbance by ground feed particles. Thus, lowering the surface tension of steamed water droplets into the conditioner reduces the challenge of insufficient moisture absorption in feed mash particles during feed processing.
Mould Control and Shelf-Life Extension
Propionic acid has been used for the last 40 years as mould inhibitor and shelf-life extension. However, it is very corrosive, and research proves that a blend of organic acids has a broader spectrum of anti-microbial activity than just propionic acid.
External factors, such as high temperatures combined with high humidity and their fluctuations between day and night, pose ideal conditions for microbes to proliferate and degrade the quality of nutrients in compound feed. To maintain the feeds’ shelf life despite water addition, the application of mould inhibitors is imperative. The blending of organic acids, emulsifiers, and phytochemicals is found to be the most efficient mould inhibitor with Activated Propionic acid technology.
This technology contains organic acid, buffering agent, a surfactant, and a phytochemical. Since feed raw materials are often contaminated with several mould species, a combination of organic acids is more efficient than mould inhibitors consisting of a single organic acid. It enables acids to more efficiently penetrate the moulds’ cytoplasm to dissociate, thereby reducing the moulds’ pH environment into suboptimal conditions and leading to cell death.
 Validation is an essential step in evaluating the efficacy of solutions designed to support safety at the mill. Research conducted with Wester Dijk Fungal Biodiversity Institute explored the individual use of buffered propionic acid, an emulsifier and phytochemical blend and Activated Propionic acid compound against Aspergillus chevalieri and Penicillium lanosocoeruleum.
Validation is an essential step in evaluating the efficacy of solutions designed to support safety at the mill. Research conducted with Wester Dijk Fungal Biodiversity Institute explored the individual use of buffered propionic acid, an emulsifier and phytochemical blend and Activated Propionic acid compound against Aspergillus chevalieri and Penicillium lanosocoeruleum.

The activated propionates help in increasing the porosity of the mould/fungal cells by:
- Superior mould inhibition and milling performance through activated propionate. Increased porosity of cell-wall
- Destabilization of the cell membrane
- Better accessibility of organic acids
- Decrease internal pH inhibition of growth killing mold

 Microbiological status of feed assessed
Microbiological status of feed assessed
Measuring risk is an important step in safeguarding feed safety. Measuring the Colony Forming unit (CFU) of feed is one of the measures used to assess the microbiological load in feed and it is the most precise and reliable approach.
To ensure good quality feed and optimum performance in animals, it is important to adhere to the quality reference for feed and feed raw materials.
 Pellet Durability Index:
Pellet Durability Index:
The pellet durability index (PDI) is the difference between pellet weight before and after the test recorded as a percentage.
The body weight gain and proportion of fine particles in the feed are inversely proportional. More the fine %, the less the body weight gain, and the more the FCR. Hence, it is important to have a good PDI.
PDI was higher in a blend of organic acids with Activated Propionic acid technology feed as compared to only propionic acid-treated feed. Better PDI means fewer fines, optimum nutrient availability and lower FCR.
Operational Costs of Feed Mill
With rising gas and electricity costs pressuring feed mill profitability in many markets, feed compounders are looking to maintain maximum feed plant capacity by lowering the total costs of the processing plants, and optimizing the use of resources. The use of organic acids and surfactants can doubly help save operational costs of feed production by increasing the throughput and reducing electricity consumption and effective mould control as well as enhancing feed quality in terms of fewer fines, better PDI etc.
 Conclusions
Conclusions
To summarize from an economic point of view, the improved surfactant activity using the combination with Activated Propionic acid technology enhances the mill performance levels by increasing throughput, and lower electricity use. From a feed quality angle, effective mould prevention and improved pellet quality allow for safer, more palatable feed with better FCR and bird performance thereby ensuring feed mill efficiency with an effective moisture management program and mould control.
References: Trouw Nutrition India Pvt ltd trials/Selko Internal Trials
To know further about technology, please connect with the author at stuti.baruah@trouwnutrition.com
by Dr. Stuti Baruah, Trouw Nutrition India





